
安全获取和使用压光机压模的说明
危险危险:
如果操作不当,咬印记是危险的。只有经过专门培训的人员才能进行压模。此外,任何参与在该压延机上压印的人员必须首先熟悉机器的所有安全方面以及操作和维护手册的内容。
取咬痕需要接近进入的咬痕。在旋转辊和入口夹点附近工作时必须格外小心。保持手、衣服和头发远离进入的夹子,以避免严重的挤压伤害。始终将压纹纸从辊端部以外穿过压纹。切勿将手放在夹子附近。
对于OEM提供的程序或机械的安全方面的任何问题或意见,应在使用、维护或维修机械之前,向OEM进行澄清或作出其他回应。
概述
咬痕是相邻轧辊表面接触的映射。通常在安装时进行咬口压痕,以确保轧辊正确定位,形成均匀的咬口轮廓。压痕也可用于调查纸张质量下降的原因。它们可能表明需要重新表面填充或聚合物辊。
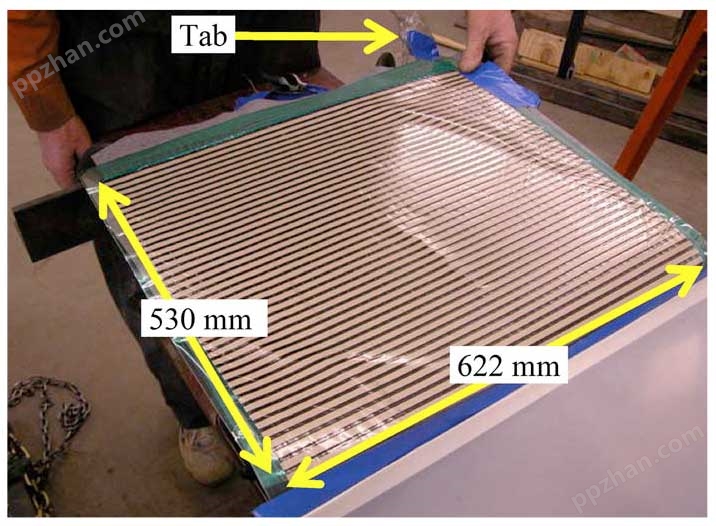
有两种咬合印象,静态和动态(移动)。这两种类型的压痕都是用一种压力敏感型材料制成的,这种材料大约10“宽,并且比辊子的表面宽度长。纸张必须对压力敏感,压力不得超过日历的总压痕负荷。
静态压痕
静态压纹测量压纹的宽度。咬口宽度是一个机器方向的测量值,用于测量由于咬口加载而使轧辊变平的程度。通过将压敏条放入打开的夹口,然后关闭并重新打开堆叠来实现。
在确定所生产纸张类型的装载需求时,咬口宽度非常重要。但是,不建议轧机人员进行此类压入,因为过多的静载荷会损坏轧辊,导致堆垛振动问题。
相反,建议磨机接触Valmet进行静态压入。当Valmet进行分析时,使用较低的压力,结果用于推断运行时所需的负载需求。
动态压痕
动态压痕有助于诊断以下情况的原因:
无法卷好一卷纸(例如:硬度变化)
轧辊温度分布不均匀
只有在解决其他方法无法解决的问题时,才应采用动态压合。
动态咬入压痕用于验证跨机器方向的咬入均匀性。在正常咬口载荷下,通过以点动或穿带速度将压敏带材穿过咬口,可获得整个咬口的高点和低点图表。
还可以使用一张较长的压敏纸绘制辊周长周围的高低点。
注意事项:如果操作不当,压模是危险的。为了限度地提高安全性,建议轧机联系维美德进行动态压入。
小心:由于壳体和负载蹄之间缺乏油膜,在进行动态压入时,流体动力控制冠辊(旧Beloit Corporation设计)可能会损坏。动态压模不应在带有液压CC辊的压模中进行。
动态压合程序
建议对堆叠中的所有咬痕进行咬痕。对于至少由一个填充辊或聚合物辊组成的咬口,建议在更换辊之前和之后进行咬口压痕。如果无法获得所有推荐的咬痕,则至少应获得顶部和底部咬痕。
如果顶部和底部咬口看起来不错,那么整个叠层通常都会很好。然而,中间辊压印痕可能会出现粘结。在压边解除系统中,它们可能会显示出不良的气缸或比例失调的压边解除区域。
重要的是要有足够的训练有素的工作人员进行压纹,并在完成所有必要的压纹后立即检查压纹纸的亮度。压模只能由熟悉压模程序和压延机操作的受过培训的人员进行。
准备进行动态压痕
危险危险:动态夹持印记应格外小心,因为它们涉及运动部件。为防止意外伤害,请遵循所有说明和警告!
动态压痕需要以下人员、时间、,动态压合需要以下人员、时间和设备:
人员配备:
(1) 压光机操作员(如果螺纹平台上没有急停装置,则增加1个)
(5) 日历助手
(1) 电气维修人员
设备:
便携式或实验室亮度计
停机时间:
每次压入约1/2小时加上任何换辊时间
1.使用溜冰鞋测量每个软卷的滚动轮廓。
2.检查位于穿线平台前部的紧急停止电缆(如配备)是否正常工作。如果螺纹平台(旧系统)上没有紧急停止,请在最近的适当紧急停止按钮处安排一名额外的操作员。
3.检查防夹装置是否就位并正确连接。如果您的压延机没有压延防护装置,请咨询压延机供应商,确定是否可以在您的应用中安装防护装置。
4.清洁夹板护罩,清除油、水或污垢。
5.更改日历程序逻辑,以允许以低速(50 fpm或更低)加载日历。
注:记录所做的所有程序逻辑更改。这些变化需要稍后进行逆转。
6.确保压光辊干净、干燥。
7.将压光机加载油缸设置为操作侧和驱动侧之间的零偏差,以实现相等的加载压力。
8.遵循适用于您的系统的适当程序:
对于固定顶辊和底辊,使用圆头胶带检查并记录顶辊和底辊的顶辊。
对于可变冠辊(包括偏转补偿游泳和区域控制辊),将控制设置为零偏差,以实现理论上的平坦轮廓。
9.切割压纹纸的长度,使其超出辊面至少18“。
警告
警告:为了防止在压模过程中受伤,纸张必须伸出辊面或轴螺母末端至少18“。这确保了在遵循所有说明时与夹点之间的间隙。
手应始终远离钳口。所有工作应在辊面或轴螺母外进行。
10.标记压纹纸的远端,以识别倾向侧和驱动侧。在驱动侧,还应包括以下信息:机器编号、咬口位置、日期和时间、压光机负荷,对于固定辊,记录顶部和底部辊冠;对于可变辊冠,记录加载压力,并记录咬口压痕是使用现有的还是新的中间辊。
获取动态压纹
注注:先在顶部压印,然后是底部压印,最后完成其余压印。对于至少由一个填充辊或聚合物辊组成的咬口,建议在更换辊之前和之后进行咬口压痕。然而,轧机通常只采用换辊后压型。
注:更换填充或合成覆盖辊时,确保使用辊制造商规定的具有适当圆度和直径轮廓的辊。如果辊的轮廓变化超过建议的数量,可能很难达到所需的咬口轮廓,从而影响腹板卡钳。
1.关闭压延机,但不要加载(最小PLI)。
2.运行压光机速度至20-30 FPM。
3.将日历加载到日历上的平均PLI运行。
4.安排压光机人员,使压光机入口侧有2人进行试验,出口侧有3人进行试验。
位于压边进料侧的两个人必须具有正确的长度,并正确标记压边纸。一个人必须位于TS上,另一个人位于堆叠的DS上,准备在将压纸送入压口时将其拉紧。这种定位使操作员远离入口夹点。任何人不得将其身体的任何部位或任何设备放在进入夹点前的区域。
危险危险:请勿将任何身体部位、头发、衣服或设备放在进线夹前面的区域。
位于咬口外侧的3个人应分别位于TS上、中间和叠层DS上,准备在咬口纸通过咬口后将其取出。中间的人应该有一个滚动刮刀。
5.小心地握紧压纸,并使所有身体部位远离压纸,将压纸从纸的两端(超出辊面)送入进料压纸。
危险
危险:将咬口纸放入咬口或将其从咬口中取出时,请格外小心。
当夹送纸进入夹送区时,夹送纸必须保持在纸的末端(辊或轴螺母的表面外),这一点很重要。当轧辊旋转时,与辊缝保持安全距离。
不遵守此警告可能导致重伤。
不要猜测正确的程序。如果有任何问题,请致电OEM代表。
6.小心地拆下遵守此警告可能导致重伤。
不要猜测正确的程序。如果有任何问题,请致电OEM代表。
6.当咬口纸穿过咬口后,小心地将其取出。如果纸张粘在纸卷上,位于出纸口中心的人员应使用纸卷刮刀将纸张刮掉。
小心:使用辊刮刀帮助从辊的出线侧除去压印纸。不要用手。
7.卷起压纹纸,放在一边,直到所有压纹都被取下。
8.对每个夹点重复这些步骤。
使用压模结果
1.完成所有压纹后,尽快检查并记录压纹纸的亮度,在每个压纹全长上每六英寸检查一次。
注注:纸上较暗的点表示压口中的线性压力较高。当线性压力均匀时,纸张颜色均匀。更深入的研究需要测量亮度(例如,每10 cm)。
2.评估换辊后的顶部和底部压痕。
3.进行任何必要的调整,以达到所需的平咬口轮廓,然后取一个新的咬口压痕来检查结果。
对于固定冠辊,这需要将磨成。此外,如果“典型”载荷所示的冠部不正确,调整压光机载荷可能有助于确定现有冠部的“平截面”PLI。
对于可变凸度辊,调整辊偏差以获得均匀的平面轮廓,新设置变为零偏差。
4.比较“之前”和“之后”压纹的结果,以确定问题是由进纸还是压光机叠层造成的。
正在完成此过程
完成所有压纹后,删除对压光机程序逻辑所做的更改,以允许以较慢的速度加载。
有关压模和压光机操作的更多信



